





Важная информация
АВАРИЙНОСТЬ НА ДОРОГАХ РОССИИ

За прошедший год в России произошло 199 431 ДТП, что на 2,1% меньше, по сравнению с предыдущим годом. В них погибло 26 567 (-3,9%) человек, а 250 635 (-1,9%) человек получили ранения различной тяжести.
11845 (-3,9%) ДТП произошли по вине водителей, находившихся за рулем в состоянии алкогольного или наркотического опьянения. В результате этих ДТП 1 954 (-15,4%) человека погибли, а 17 280 (-4,6%) человек получили ранения.
4.20 Фланцевые соединения валопроводов.
Фланцевые соединения судовых валопроводов являются более распространенными из всех видов соединений валов, применяющихся в судовом машиностроении. Фланцы могут быть откованы заодно с валами или соединятся с ними фланцевыми полумуфтами. В обоих случаях для соединения фланцев применяют цилиндрические или конические болты. Фланцевые соединения должны отличаться высокой надежностью при передаче крутящего момента и упора винта, а также долговечность в условиях знакопеременных нагрузок. Цилиндрические болты фланцевых соединений устанавливают на посаде типа H7/h6 или Н7/s6 конические болты выполняют путем пригонки при их обработке на станке по коническим отверстиям во фланцах.
4.21 Установка цилиндрических болтов.
Фланцевое соединение судового валопровода с цилиндрическими болтами, устанавливаемые с помощью клея, показано на рис. 5.8.
В этой конструкции валы с раздельно обработанными в каждом из фланцев отверстиями собраны с помощью болтов, на цилиндрической поверхности которых наполнены цилиндрирующие прокладки (платики), а образованный между отверстиями фланцев и болтами зазор - заполнен клеем. При центрировании болтов с помощью прокладок гарантируется отверстие касания болта с отверстием фланцев и полное заполнение зазора по всему периметру и длине. Заполнение зазора необходимо осуществлять под давлением после стягивания фланцев. Для этой цели в болтах выполняют подводящий канал в виде осевого и радиального сверлений и отводящий канал в головке болта, противоположного ему направлений. Следует отметить, что при использовании таких каналов в болтах можно заполнять зазор при любом расположении фланцев в пространстве. При заполнении зазора после стягивания фланцев не может произойти утечки клея при выполнении этой операции. Диаметр проводящего канала 5-8мм. Меньший диаметр выполняют при диаметрах болтов до 50мм. Размеры отводящего канала: глубина 3-4мм, ширина 8-10мм. Болты на клее при ремонтах валов устанавливают, как правило, при замене одного их валов (обычно гребного) или при повреждениях поверхностей отверстий фланцев и болтов при монтажно-демонтажных операциях. Шероховатость поверхностей болтов и отверстий для болтов во фланцах (в случае их обра-ботки),на участке соприкосновения с клеем составляет Rz20-40.
Рис.5.8 Фланцевое соединение валопровода с цилиндрическими болтами.
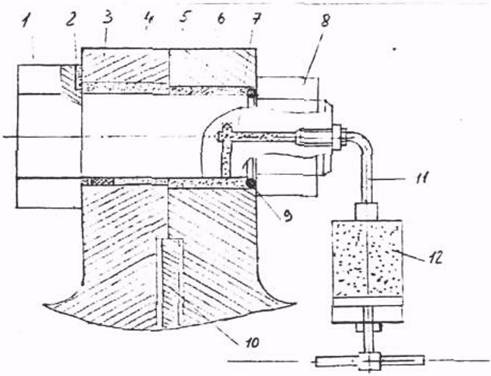
1 - болт; 2 - отводящий канал; 3,5 - фланцы; 4 - зазор, заполненный клеем; 6 -центрирующие прокладки (платики); 7 - подводящий канал; 8 - гайка; 9 -уплотнение; 10 - кольца центрирующие; 11 - труба; 12 - пресс винтовой.
4.22 Установка конических болтов.
Одновременно с работами по установке на клеи цилиндрических болтов, началось выполнение аналогичных работ при сборке фланцевых соединений судового валопровода с коническими болтами. Конические болты слабо стягивают фланцы, на сопрягаемых торцовых поверхностях фланцев не обеспечиваются необходимые усилия, степень передачи крутящего момента посредством сил трения на поверхностях фланцев мала. В конструкциях валовых соединений судовых валов, у которых конические, болты установлены с помощью клея, обеспечивается надежное стягивание фланцев, а степень передачи крутящею момента посредством сил трения на торцах фланцев такая - же как при установке цилиндрических болтов. Суть конструкций заключается в том, что на части длины болта, равной 0,9-0,4 толщины фланца, обеспечено сопряжение конических поверхностей болта и фланца со стороны большого основания конуса, а на остальной части болта- зазор, выполненный клеем.
4.23 Установка облицовок на гребные валы с применением клеев
Технология соединения облицовок с гребными валами с помощью клеевого состава, запрессовываемого под давлением в кольцевой зазор между облицовкой и валом, разработана ЦНИИТС. Для обеспечения соосности облицовок с валами и создания равномерного кольцевого зазора между склеиваемыми поверхностями на валу выполняют центрирующие плоскости из стеклопластика шириной 30-40 мм. Толщина поясов 1,2 мм для валов диаметром до 300 мм, 1,5 мм для валов диаметром свыше 300 мм и 2,0 мм для валов диаметром свыше 500 мм. Для подачи клеевого состава и выхода вытекающего воздуха из зазора в облицовках, выполняют пробки из такого же материала, что и облицовка. Для формирования клеевого соединения необходимо обеспечить следующие давления (а) в клеевом составе: для валов диаметром до 300 мм-2,5МПа; свыше 300 и до 500 мм-2,ЗМПа; свыше 500 мм-2,0 МПа. Такое давление создается в жидком клеевом составе после заполнения зазора, при этом упругие деформации, вызываемые расширением облицовки, достаточны для компенсации осадки клея при полимеризации и создают остаточные контактные давления на затвердевший слой клея не менее 1МПа. Механическая обработка поверхностей гребного вала, облицовки и центрирующих поясов выполняется с соблюдением следующих требований: поверхность вала под облицовку с допуском h9, шероховатостью Ra5; отверстие в облицовке с допуском Н9, НИ, шероховатостью Ra5-10; посадочные поверхности центрирующих поясов с допуском /9, шероховатость Ra10. Насадку облицовок осуществляют в закрытом помещении. Технологический процесс выполняют в следующей последовательности. Внутреннюю поверхность облицовки промывают бензином и ацетоном. На вал устанавливают облицовку и монтируют уплотнения ЛА торцов облицовки. Клеевой состав нагнетают в зазор между облицовкой и валом с помощью пресса, состоящего их двух камер, разделенных поршнем. Малую камеру заполняют клеем, в большую - подают сжатый воздух. Затем проверяют качество заполнения кольцевого зазора. В отверстие для выхода воздуха вворачивают пробку. Окончательную обработку облицовки можно выполнять не ранее чем через 5 суток после насадки. Монтаж вала может производиться только при полимеризации клеевого состава (20-25 сут.). При таком способе насадки облицовок можно повысить надежность водопроводов, благодаря снижению напряжений в облицовках и улучшению защиты от электрохимической и фрикционной коррозии; прочность клеевых соединений металлических облицовок превышает прочность подобных прессовых соединений; насадка облицовок с помощью клея может быть применена на гребных валах судов всех классов без ограничения по диаметру, в том числе и для крупнотоннажных судов.