Важная информация
АВАРИЙНОСТЬ НА ДОРОГАХ РОССИИ

За прошедший год в России произошло 199 431 ДТП, что на 2,1% меньше, по сравнению с предыдущим годом. В них погибло 26 567 (-3,9%) человек, а 250 635 (-1,9%) человек получили ранения различной тяжести.
11845 (-3,9%) ДТП произошли по вине водителей, находившихся за рулем в состоянии алкогольного или наркотического опьянения. В результате этих ДТП 1 954 (-15,4%) человека погибли, а 17 280 (-4,6%) человек получили ранения.
2. 5. 4. Вытяжка
Вытяжкой называется процесс превращения плоской лил полой заготовки в открытое сверху полое изделие, осуществляемый при помощи вытяжных штампов (рис. 5, а).
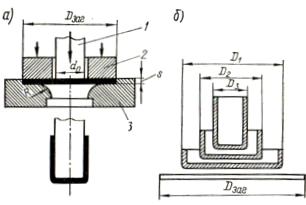
Рис. 5. Штамп для вытяжки листового металла
Радиус закругления рабочей грани матрицы 3 обеспечивает плавность превращения круглой листовой заготовки в колпачок. При вытяжке изделий пуансоном 1 плоская часть заготовки (фланец) может свёртываться с образованием складок. Для предотвращения этого явления применяют прижимы 2.
При вытяжки за один проход можно получить колпачок диаметром в 1,8 ― 2 раза меньше диаметра исходной заготовки. При большей деформации усилие вытяжки возрастает настолько, что металл разрушается (отрывается дно колпачка). Дальнейшее уменьшение диаметра колпачка достигается последующими вытяжками (рис. 5, б).
При холодной листовой штамповке толщина обрабатываемого металла практически остаётся почти неизменной. Исключение составляют вытяжки с большими степенями деформации. В этом случае толщина колпачка около дна уменьшается примерно на 20 ― 30 % толщины заготовки. Зазор между пуансоном и матрицей должен быть равен величине, большей на 10 % толщины заготовки. При штамповке с утонением стенок зазор между пуансоном и матрицей меньше толщины листа.
Для холодной листовой штамповки применяют кривошипные прессы, гидравлические прессы, пневматические прессы, а также пресс-автоматы.
2. 5. 5. Вытяжка с утонением (протяжка)
Вытяжку с утонением применяют при изготовлении цилиндрических деталей глубиной до 10 диаметров. Этот способ позволяет получить детали, имеющие относительно точные размеры и высокие прочностные свойства. Возможность формоизменения за одну операцию ограничены разрушением стенки по выходе из матрицы, требуемой точностью полуфабрикатов, работоспособностью смазочного покрытия, тепловыделением в очаге деформации и другими факторами.
Формоизменение заготовки
При вытяжке с утонением в матрицу диаметром Dn+1 устанавливают полую заготовку диаметром Dn. Пуансон диаметром dn+1 входит в заготовку толщиной sn с небольшим зазором и в процессе выполнения операции проталкивает её через одну или несколько (от двух до пяти) матриц, расположенных одна под другой соосно с пуансоном. Диаметры последовательно уменьшающихся рабочих частей матриц меньше наружного диаметра заготовки. Соответственно уменьшающийся зазор между пуансоном и матрицей меньше толщины sn стенки заготовки. Следовательно, при вытяжке уменьшается как диаметр, так и толщина стенки и одновременно увеличивается длина вытягиваемой детали. Вытянутая таким образом деталь плотно прилегает к поверхности пуансона. При обратном ходе пуансона деталь упирается в выходной скат матрицы или съёмник и снимается с пуансона.
Как видно из рис. 6, элементарные силы трения в очаге деформации между пуансоном μпσп и матрицей μмσм имеют различные направления. Поскольку заготовка смещается относительно матрицы в направлении движения пуансона,
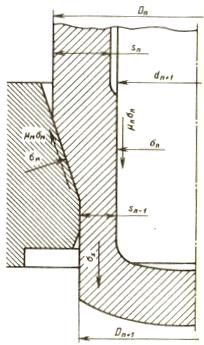
Рис. 6. Схема напряжений, действующих в очаг деформации
силы трения, действующие на наружной поверхности заготовки, имеют направление, обратное движению пуансона. Удлинение заготовки при утонении приводит к тому, что в очаге деформации она скользит вверх по пуансону, а силы трения на внутренней поверхности заготовки действуют в направлении движения пуансона.
Силы трения на наружной поверхности заготовки способствуют увеличению растягивающих напряжений σx, действующих в стенках протянутой части заготовки, а силы трения на внутренней поверхности заготовки как бы разгружают опасное сечение уменьшая растягивающие напряжения в стенках протянутой части заготовки. Эта особенность вытяжки с утонением и является основной причиной сравнительно больших допустимых деформаций и значительного приращения относительной высоты заготовки за один переход.
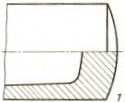
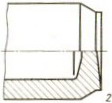
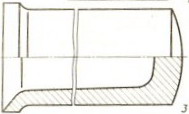
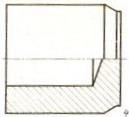
Заготовки для вытяжки с утонением
Заготовки для вытяжки могут быть (рис. 7) получены комбинированной вытяжкой (рис. 7, 1), обратным и прямым выдавливанием (рис. 7, 2), прямым выдавливанием (рис. 7, 3), реже горячей штамповкой с последующей механической обработкой (рис. 7, 4).