





Важная информация
АВАРИЙНОСТЬ НА ДОРОГАХ РОССИИ

За прошедший год в России произошло 199 431 ДТП, что на 2,1% меньше, по сравнению с предыдущим годом. В них погибло 26 567 (-3,9%) человек, а 250 635 (-1,9%) человек получили ранения различной тяжести.
11845 (-3,9%) ДТП произошли по вине водителей, находившихся за рулем в состоянии алкогольного или наркотического опьянения. В результате этих ДТП 1 954 (-15,4%) человека погибли, а 17 280 (-4,6%) человек получили ранения.
Листовая штамповка металла в холодном состоянии ― один из распространённых способов получения деталей сложной конфигурации с тонкими стенками. Изделия получают с очень малыми допусками при высоком качестве поверхности. В большинстве случаев холодноштампованные изделия применяют для сборки машин без механической обработки.
Все холодноштамповачные работы могут быть разбиты на следующие основные группы: разъединительные, формообразующие, прессовочные, комбинированные и штампо-сборочные операции.
Холодную штамповку листового материала производят за одну или несколько последовательных операций (разделительные и операции изменения формы).
К разделительным операциям относят резку, вырубку по контуру и другие, при которых часть металла отделяется от заготовки.
К операции изменения формы относят гибку, вытяжку и др.
При холодной штамповке исходным материалом являются заготовки толщиной от нескольких сотых долеё миллиметра до 5 ― 6 мм в виде ленты, полос и листов из цветных металлов и сплавов, малоглеродистой и легированной стали и др. Заготовки толщиной более 5 ― 6 мм штампуют обычно в горячем состоянии.
Резку листового металла производят ножницами или на прессах при помощи отрезных штампов.
2. 5. 1. Выбор материала
При выборе материала для изготовления какого-либо штампованного изделия необходимо учитывать следующее:
1) механическую прочность, твёрдость, ударную вязкость;
2) сопротивляемость коррозии;
3) теплопроводность и теплостойкость;
4) электро- и магнитопроводность;
5) вес;
6) износоустойчивость и долговечность.
Технологические свойства металла, в свою очередь, зависят от механических свойств, химического состава, структуры и величины зерна, направления волокон при прокатке, термообработки, степени деформации.
Для изготовления корпуса масляного фильтра используется сталь 08Юпс (спокойная сталь, раскисленная алюминием), так как именно она никак лучше подходит для изготовления такой формы детали.
2. 5. 2. Резка и раскрой материала
После того, как прокатали листы, на них надо расположить вырубаемые детали, так чтобы максимально сэкономить материал.
В штамповочном производстве экономия материала во многом определяется раскроем ― целесообразным расположением деталей на заготовке. Особо важное значение экономии металла объясняется тем, что стоимость материала составляет 60 ― 80 % от общей стоимости изделия, в то время как стоимость заработной платы обычно составляет 5 ― 15 %. Если учесть, что в среднем отходы при листовой штамповке составляют 30 ― 40 %, то каждый процент уменьшения отходов даёт возможность уменьшить себестоимость деталей на 0,4 ― 0,5 %.
Вырубку круглых деталей можно производить в один, два и несколько рядов при параллельном и шахматном расположении их. При шахматном раскрое экономия увеличивается за счёт сближения рядов.
2. 5. 3. Определение размеров заготовки при вытяжке
Для определения размеров заготовки при вытяжке исходят из основного законна обработки давлением: вес (G) и объём (V) материала до вытяжки ― заготовки должен быть равен весу (G′) и объёму (V′) материала после вытяжки ― готового изделия.
Для определения размеров плоской заготовки при вытяжке полых тел существует пять методов:
Аналитические методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов.
Графические методы: графо-аналитический метод; графический метод.
Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ s и F’ ≠ F).
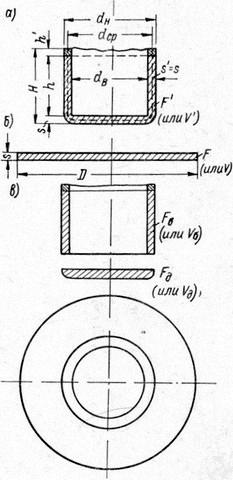
Рис. 4. Схема разбивки цилиндрического изделия на элементы при расчёте размеров заготовки: а ― изделие; б ― заготовка; в ― элементы изделия
При вытяжке полого цилиндра, у которого дно и боковые стенки имеют различную толщину и условно сопряжены под прямым углом (рис. 4, при s’ < s), исходя из условия равенства объёмов V’ = V, имеем
![]() ,
,
откуда
![]() .
.
![]()
Итак, диаметр заготовки будет равен 241,7 мм.