





Важная информация
АВАРИЙНОСТЬ НА ДОРОГАХ РОССИИ

За прошедший год в России произошло 199 431 ДТП, что на 2,1% меньше, по сравнению с предыдущим годом. В них погибло 26 567 (-3,9%) человек, а 250 635 (-1,9%) человек получили ранения различной тяжести.
11845 (-3,9%) ДТП произошли по вине водителей, находившихся за рулем в состоянии алкогольного или наркотического опьянения. В результате этих ДТП 1 954 (-15,4%) человека погибли, а 17 280 (-4,6%) человек получили ранения.
При точении отверстия верхней головки шатуна используем токарный станок модели 1М61. Данные станка приведены в табл. 1.1. Для расточки используется расточной резец 2140-0001 ГОСТ 18882-73 с углом в плане g=60° с пластинами из твёрдого сплава Т15К16.
При вспомогательных операциях, связанных с железнением, используем ванны для обезжиривания 10581.04.00.00, ванны для горячей промывки 10581.08.00.00, ванны для холодной промывки 10581.05.00.00. Так как железнение проводим безванным способом, то используем уплотнения.
Для контроля величины отверстия в верхней головке шатуна пользуемся нутромером индикаторным с ценой деления 10 мкм и пределами измерения 18¸35 мм. Для контроля износа торцов нижней головки используем шаблон 25,60 мм или микрометр гладкий типа МК с ценой деления 10 мкм и пределами измерения 25¸50 мм. Уменьшение расстояния между осями верхней и нижней головок контролируем шаблоном 155,95 мм.
Расчёт припусков на механическую обработку
После назначения последовательности операций и выбора базовых поверхностей необходимо произвести расчёт толщины наносимого материала при восстановлении детали.
Толщина наносимого на изношенную поверхность слоя металла определяется по формуле:
![]() , (1.1)
, (1.1)
где Dизн. – величина износа поверхности детали, мм; zо – общий припуск на обработку.
Величину припуска на обработку поверхности детали после восстановления можно определить двумя способами:
l опытно-статистический;
l расчётно-аналитический.
Опытно-статистические данные припусков находятся с помощью таблиц. Расчётно-аналитический метод позволяет определить величину припуска с учётом всех элементов, составляющих припуск. При этом предусматривается, что при каждом технологическом переходе должны быть устранены погрешности, возникающие на нём и погрешности предшествующего перехода. Этими погрешностями могут быть высота неровностей поверхностей, глубина дефектного слоя, пространственные отношения и погрешности установки.
аmin, аmax – заданные размеры, мм;
bmin, bmax – выбраковочные размеры, мм;
сmin, сmax – размеры детали после предварительной механической обработки перед восстановлением, мм;
dmin, dmax – промежуточные размеры, получаемые после черновой механической обработки после восстановления детали, мм;
dа, db, dс, dd, dе – допуски соответственно на размер a, b, c, d, e, мм;
Dmin, Dmax – минимальный и максимальный износ детали, мм;
zmin, zmax, z'min, z'max, z"min, z"max – минимальный и максимальный припуски снимаемые соответственно при предварительной черновой обработке после восстановления детали, чистовой обработке после восстановления, механической обработки перед восстановлением, мм;
hmin, hmax – минимальная и максимальная толщина наращиваемого слоя при восстановлении детали, мм.
Для деталей тел вращения величина минимального припуска определяется по формуле:
![]() , (1.2)
, (1.2)
где Rzi-1 – высота микронеровностей на предшествующем переходе; Ti-1 – глубина дефектного слоя на предшествующем переходе; Pi-1 – суммарные пространственные отклонения; eqi – погрешность установки на выполненном технологическом переходе.
Расчёт припусков и толщины восстанавливаемого слоя выполняем в следующей последовательности:
1). Исходя из заданных и выбракованных размеров детали определяем максимальную и минимальную величины износа рабочих поверхностей детали (отверстия нижней головки шатуна).
![]() , (1.3)
, (1.3)
![]() , (1.4)
, (1.4)
где аmin, аmax – заданные размеры, мм; bmin, bmax – выбраковочные размеры детали, мм.
![]() мм;
мм;
![]() мм.
мм.
2). Для каждого технологического перехода записывают значение Rz, T, p, e, d. Величины допуска на размер находится по таблицам от класса точности.
Схема графического расположения припусков и допусков при восстановлении детали
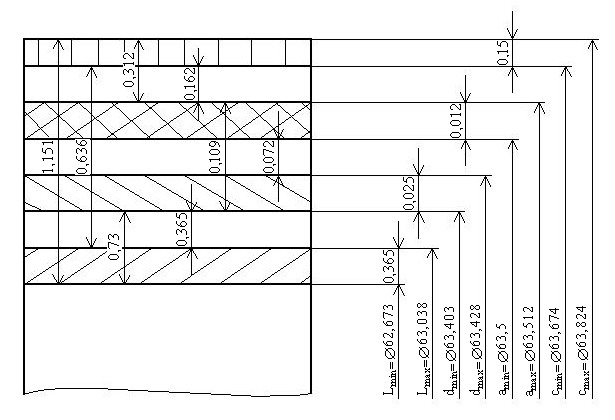 Рис. 1.2.
Рис. 1.2.
3). После предварительной механической обработке перед восстановлением определяют припуски и предельные размеры детали. Согласно рис. 1.2 получаем: