





Важная информация
АВАРИЙНОСТЬ НА ДОРОГАХ РОССИИ

За прошедший год в России произошло 199 431 ДТП, что на 2,1% меньше, по сравнению с предыдущим годом. В них погибло 26 567 (-3,9%) человек, а 250 635 (-1,9%) человек получили ранения различной тяжести.
11845 (-3,9%) ДТП произошли по вине водителей, находившихся за рулем в состоянии алкогольного или наркотического опьянения. В результате этих ДТП 1 954 (-15,4%) человека погибли, а 17 280 (-4,6%) человек получили ранения.
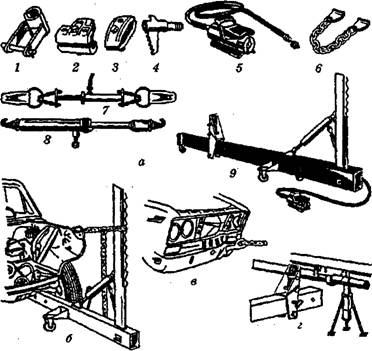
Рис. 4. Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в
и г
— использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос;
6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством;
8 — натяжной цилиндр с захватами; 9 - правильное устройство
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40 А и напряжении 30 В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7 мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5-2,5 мм, горелками ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной 0,5-1,5 мм) и № 2 (для листов 1,0-2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5Н +1) мм, где Н — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10-30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После чего деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7-1,5 мм.
Крепление ремонтной детали на места удаленных панелей к корпусу выполняют дуговой сваркой в среде углекислого газа. Перед приваркой осуществляют их прихватку к корпусу в отдельных точках через 80-120 мм проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов при силе тока 90-110 А и напряжении 18-28 В. Окончательно их приваривают сплошным швом внахлестку с перекрытием краев на 25 мм силой тока 45-100 А, напряжением 17-20 В. Расстояние от сопла до поверхности детали — 8-10 мм, вылет электрода — 10-12 мм, наклон электрода к вертикали—18-20°
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и вы-пучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.